《Advanced Powder Materials》:单道和多道熔池的形成机制和稳定性综述

导读
激光粉末床熔融 (LPBF)被广泛认为是制造和生物医学工程领域的革命性工艺,其应用包括快速定制患者专用植入物,形状复杂的汽车和航空航天部件。然而,扫描参数不当和粉末熔化不良的综合影响会导致许多问题,从而降低力学性能并阻碍大规模工业商业化。
激光粉末床熔融 (LPBF)被广泛认为是制造和生物医学工程领域的革命性工艺,其应用包括快速定制患者专用植入物,形状复杂的汽车和航空航天部件。然而,扫描参数不当和粉末熔化不良的综合影响会导致许多问题,从而降低力学性能并阻碍大规模工业商业化。例如,表面光洁度差、孔隙缺陷、球化缺陷、部分熔化的粉末、不良的微观结构、较高的残余应力以及层间结合差是与熔池不稳定状态相关的主要缺陷。 因此,研究人员需要高效、有效的方法来验证适用的工艺参数,并探索可用于 LPBF 成形产品的金属粉末。
众所周知,LPBF复杂的工艺参数导致熔池不稳定性是形成上述缺陷的主要原因。目前,许多研究集中于研究熔池动力学和几何形状,以通过减少孔隙或裂纹等缺陷来改善机械和腐蚀性能。快速加热和快速冷却会显著影响熔池的稳定性,熔池状态是一个非常重要的因素,因为它对熔融粉末的凝固和层的固结有很大的影响,从而影响LPBF生产部件的最终质量。扫描速度、激光功率、粉末层厚度对最终产品的质量起着决定性的作用,需要对这些因素进行彻底研究以优化 LPBF 工艺。过高的能量通常是高激光功率、低扫描速度和小层厚度的组合,这会导致熔池波动剧烈,并产生类似钥匙孔效应(材料蒸发)。相反,低激光功率加上大的层厚度和高激光速度会产生能量不足,这通常会导致高表面张力、未熔化粉末和熔池润湿性差(球化和尺寸误差)。
为了利用 LPBF 生产高性能部件,必须全面了解其制造和性能背后的科学和技术知识。包括了解工艺参数,如能量密度、扫描速度、激光功率、层厚、扫描策略和预热温度以及 LPBF 工艺过程中熔池的行为。此外,金属粉末的性质,包括粉末类型、粒度、形态和化学成分,对 LPBF 中的熔池特性有显著影响,优化这些性质对于获得高质量的最终产品至关重要。因此,研究 LPBF 成形产品中单道和多道熔池的形成机制和稳定性可能会提供解决方案,从而消除缺陷、改善性能并促进各种金属材料的开发。
文章链接:
主要附图
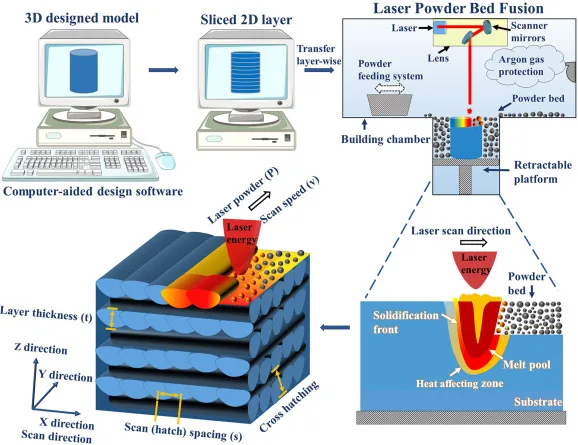
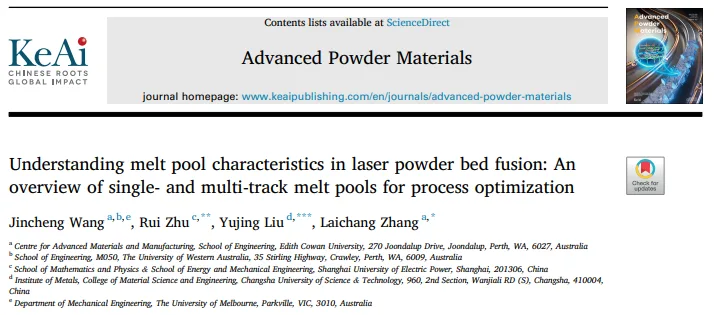
图 1. LPBF 工艺示意图。
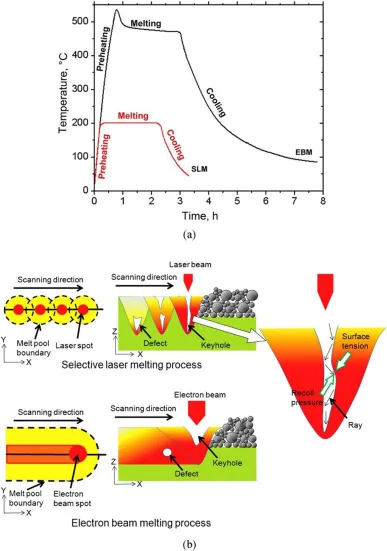
图 2.(a) LPBF和EBPBF过程中的温度曲线;(b) 两种工艺的熔化机理示意图。
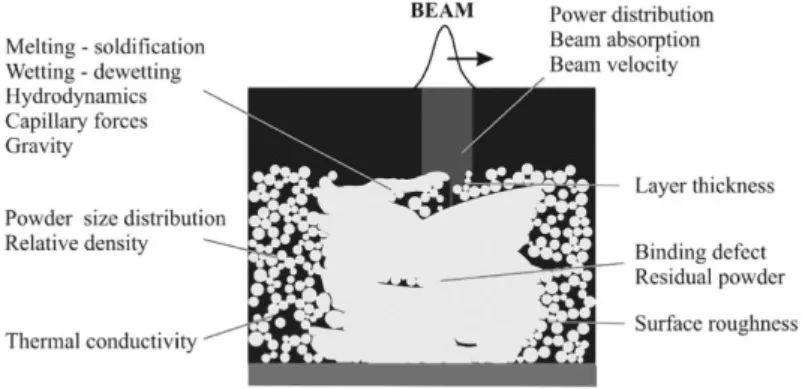
图 3.激光束熔化的物理现象。
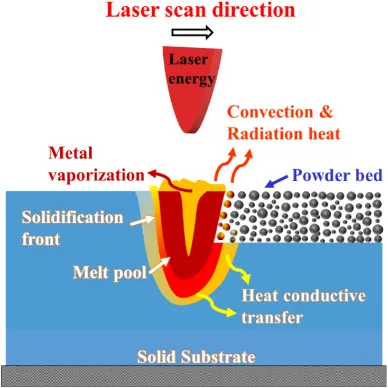
图 4.LPBF过程中发生的热现象示意图。
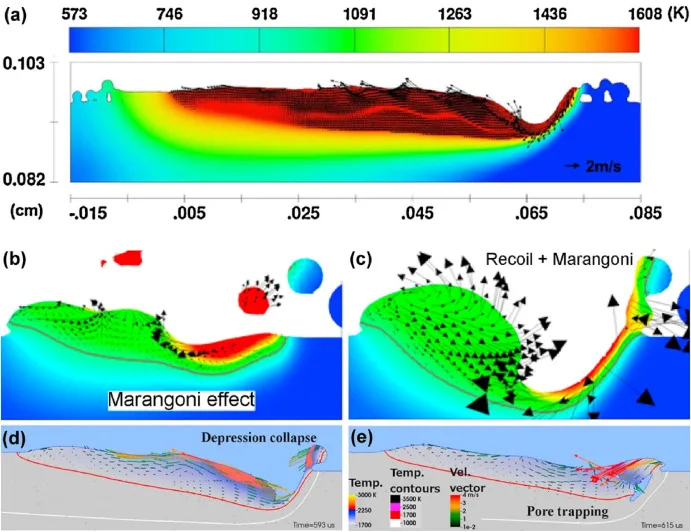
图 5.(a) 熔池中传热和流体流动模拟的纵向剖面图;(b)-(c) 熔池模拟;(d)凹陷塌陷的发生;(e)孔隙的形成。
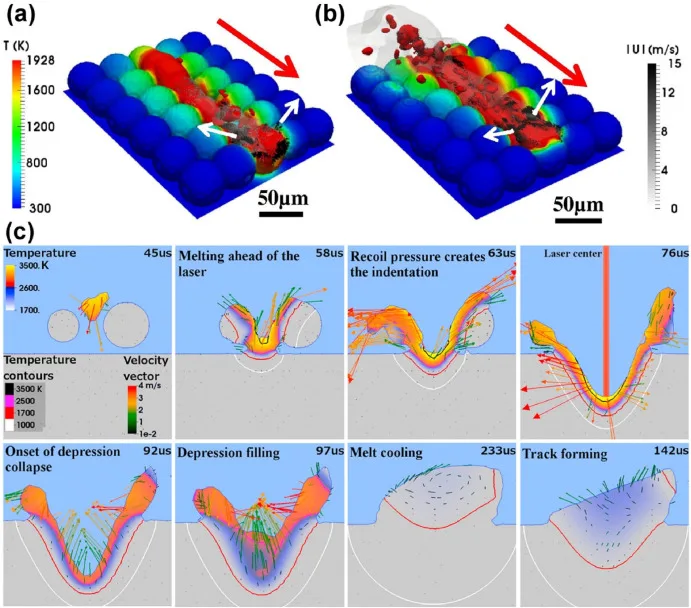
图 6.使用 400 W 激光功率和 (a) 3500 mm/s 和 (b) 5000 mm/s 的扫描速度在粉末上的热流体流动;(c) 单道模拟的横截面图,显示激光扫描时熔池的温度和速度场。
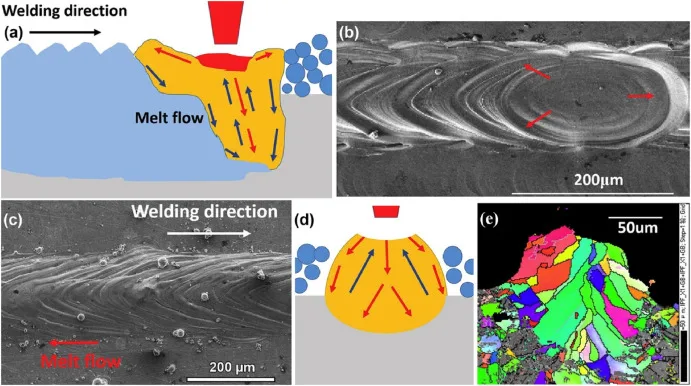
图 7.(a) 熔池示意图;(b) 激光束形成的单熔池轨迹;(c) 熔池上的表面波纹;(d) 熔池轨迹的横截面图;(e)与(d)中熔池相对应的凝固晶粒相关EBSD。
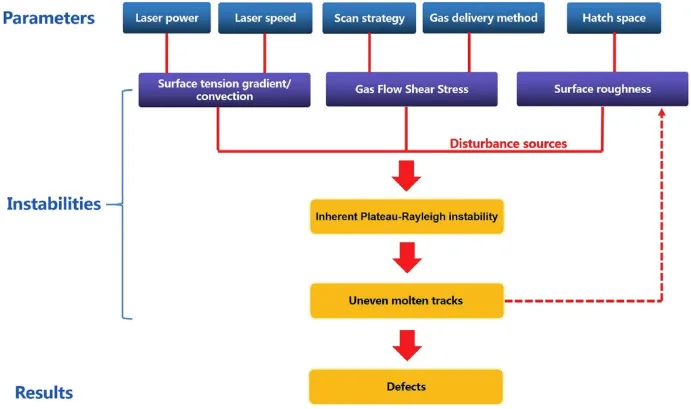
图 8.成形参数对缺陷形成的影响。
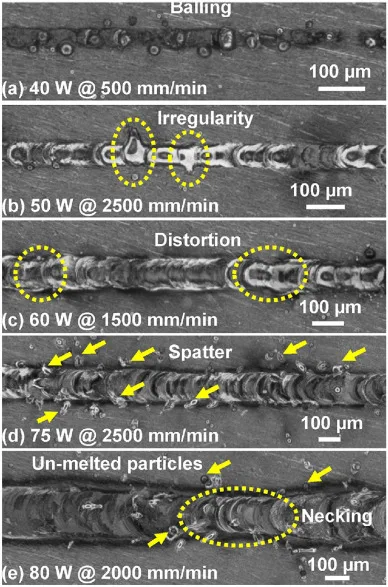
图 9.熔池失稳导致LPBF工艺过程中熔池的典型缺陷。
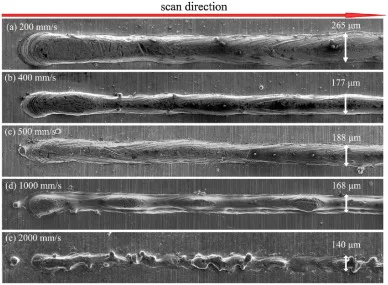
图10. SEM显示扫描速度对304不锈钢扫描成球特性的影响。
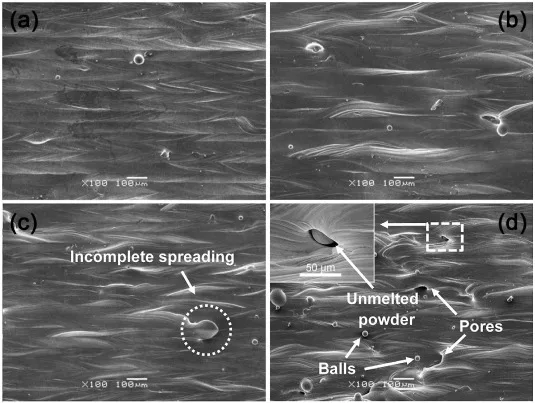
图11.在激光功率(225W) 不变的情况下,扫描速度为:( a ) 600 mm / s,( b ) 800 mm / s,( c ) 1000 mm / s,( d ) 1200 mm / s下LPBF成形Ti - 6Al - 4V试样的表面形貌。
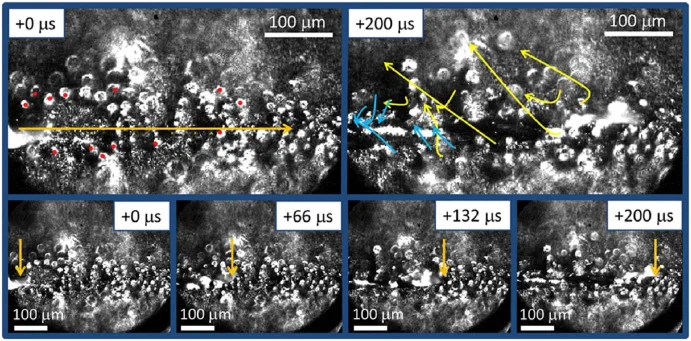
图12.在伯努利效应的影响下,粉末运动的高速成像。部分颗粒与熔池发生碰撞被并入,其余颗粒在后向被吹走。
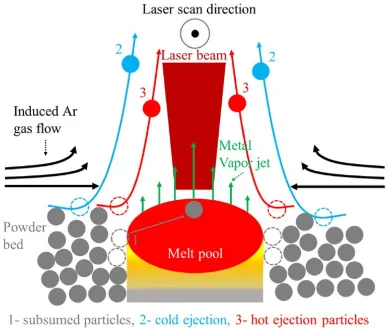
图13.LPBF过程中Ar气流夹带颗粒的示意图。
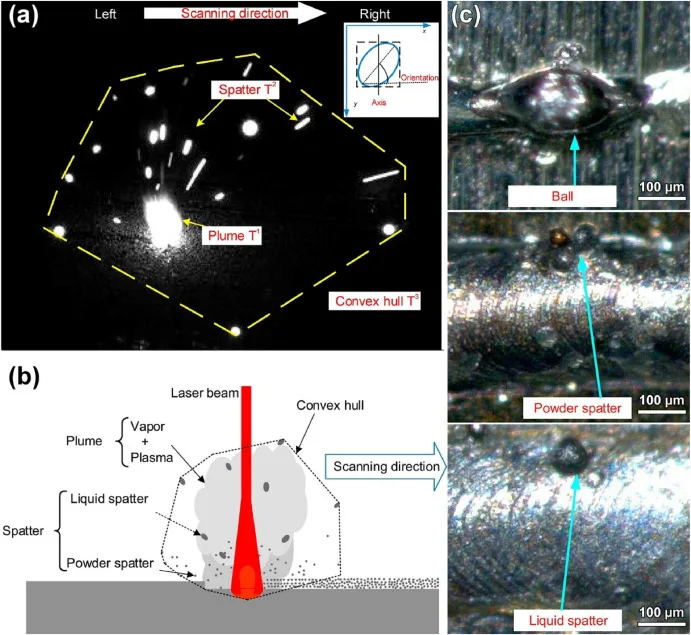
图14. (a)飞溅行为的相机图像;(b) LPBF过程飞溅的图式表征;(c)相应的成球、粉末飞溅和液体飞溅形成。
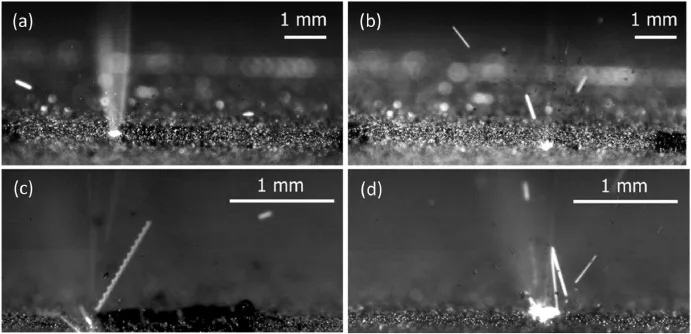
图15.(a) 500 m / s、200 W时,激光使表面温度升高;(b)喷射粒子对激光束的散射;(c)具有旋转运动的颗粒抛射;(d)颗粒被喷出,然后与另一个颗粒碰撞,改变其方向回到粉末床。
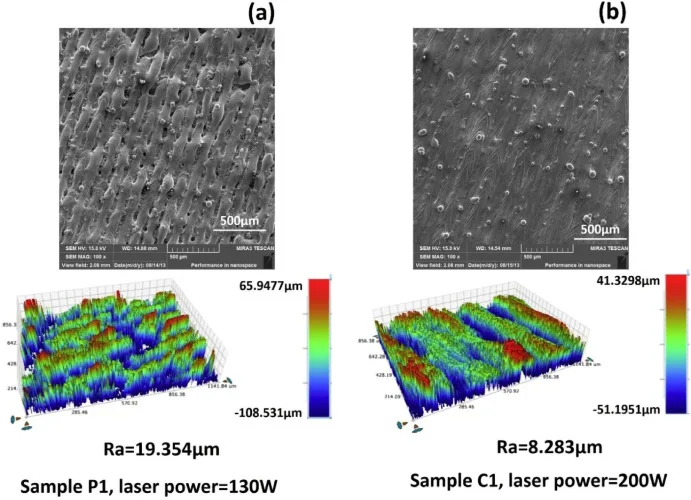
图16.两种激光功率(a) 130 W和(b) 200 W,扫描速度700 mm / s,扫描间距125 μm的SEM图像和表面粗糙度形貌。
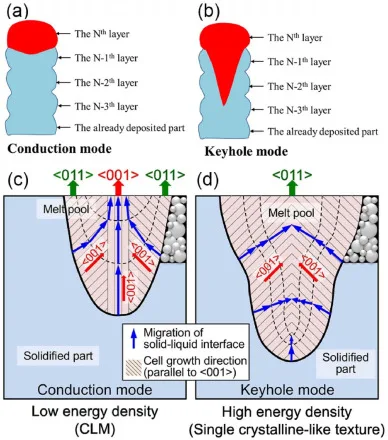
图17. (a) (a)传导模式和(b)匙孔模式的传热示意图。熔池凝固过程中固液界面迁移的示意图:(c)低能量密度(形成了传导模式)和(d)高能量密度(形成了匙孔模式)。
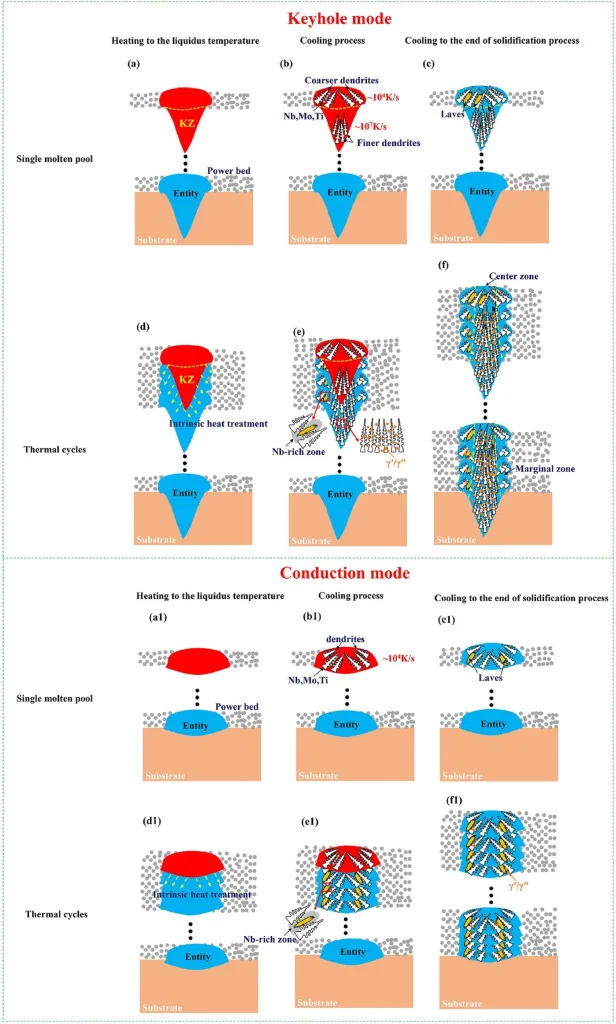
图18.匙孔和传导模式对LPBF成形的Inconel 718单道显微组织演变的影响。
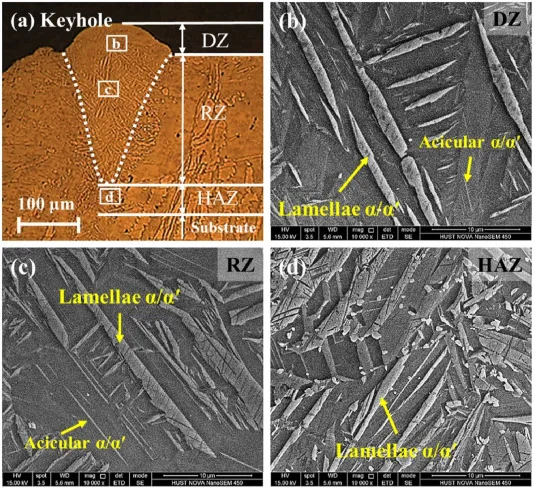
图19. (a) LPBF成形Ti - 6Al - 4V合金的匙孔模式熔池及其相关组织(b)沉积区(DZ),(c)重熔区(RZ)和(d)热影响区(HAZ) 。
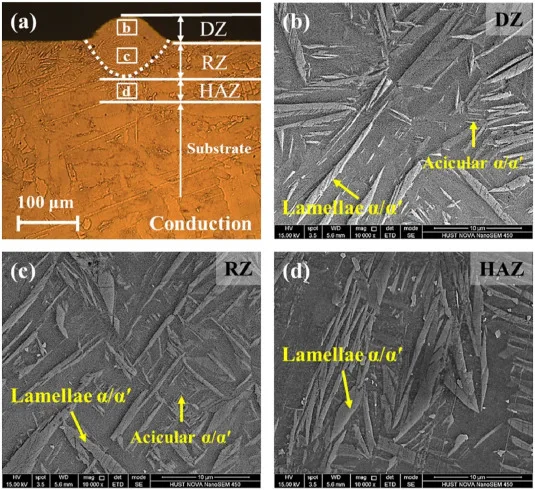
图20. (a) LPBF成形Ti - 6Al - 4V合金的传导模式熔池及其相关组织(b)沉积区(DZ),(c)重熔区(RZ)和(d)热影响区(HAZ)。
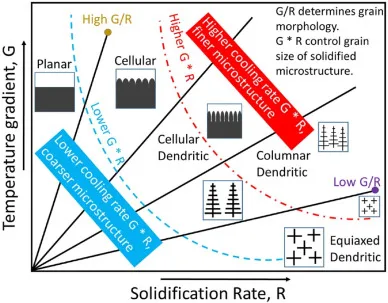
图21.温度梯度、凝固速率与所得到的晶粒尺寸和凝固组织形貌之间的关系。
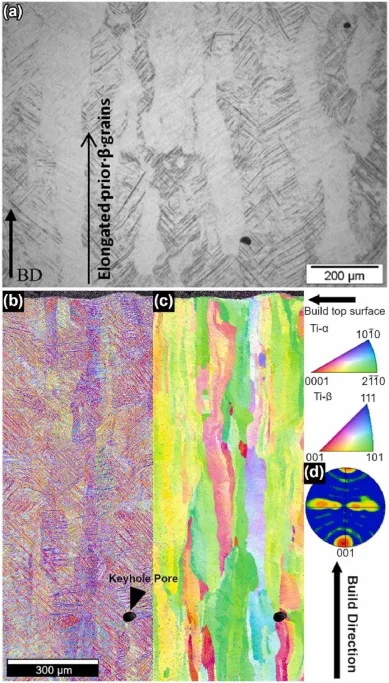
图22. (a) LPBF成形Ti-6Al-4V组织;(b) LPBF成形的Ti-6Al-4V + 0.75 wt % TiC成形面的EBSD取向图;(c)柱状β相的对应取向图;( d ) {001} β晶面极图。
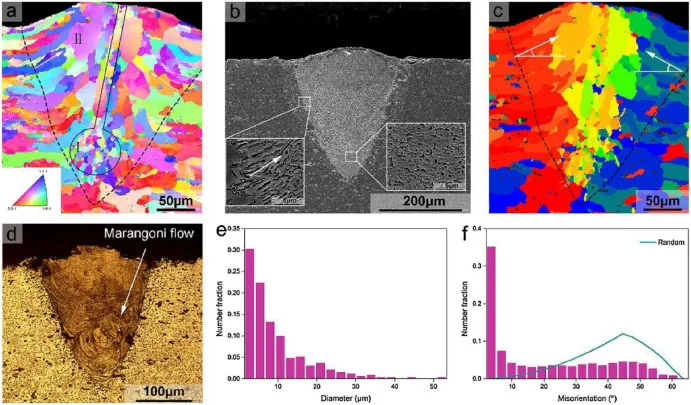
图23 .Al - Cu - Mg单道的EBSD图和SEM图像:(a)反极图,(b) SEM图像,(c)晶粒取向,(d)光学显微镜图像,(e)晶粒尺寸分布,和(f)取向角分布。
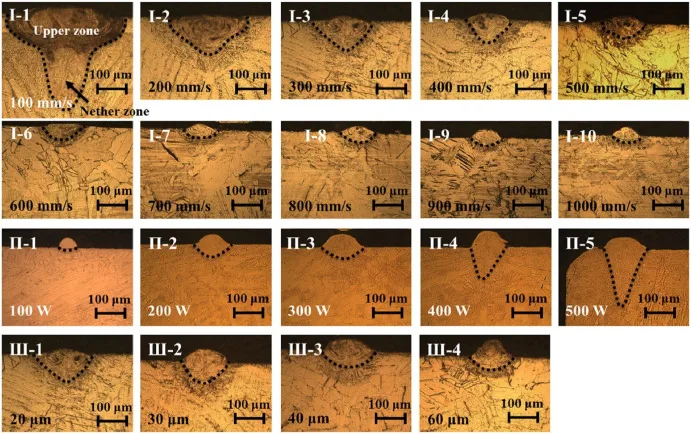
图24 . LPBF成形Ti - 6Al - 4V在不同扫描速度、不同激光功率、不同层厚下的熔池剖面图。
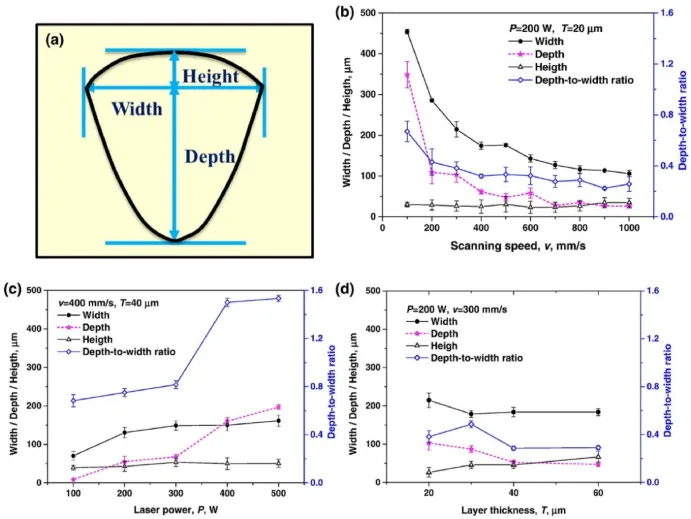
图25 . (a)熔池尺寸示意图;测量了LPBF成形Ti - 6Al - 4V合金在不同工艺参数(b)扫描速度、(c)激光功率和(d)层厚下的熔池深度、熔池宽度、熔池高度和单道熔池深宽比。
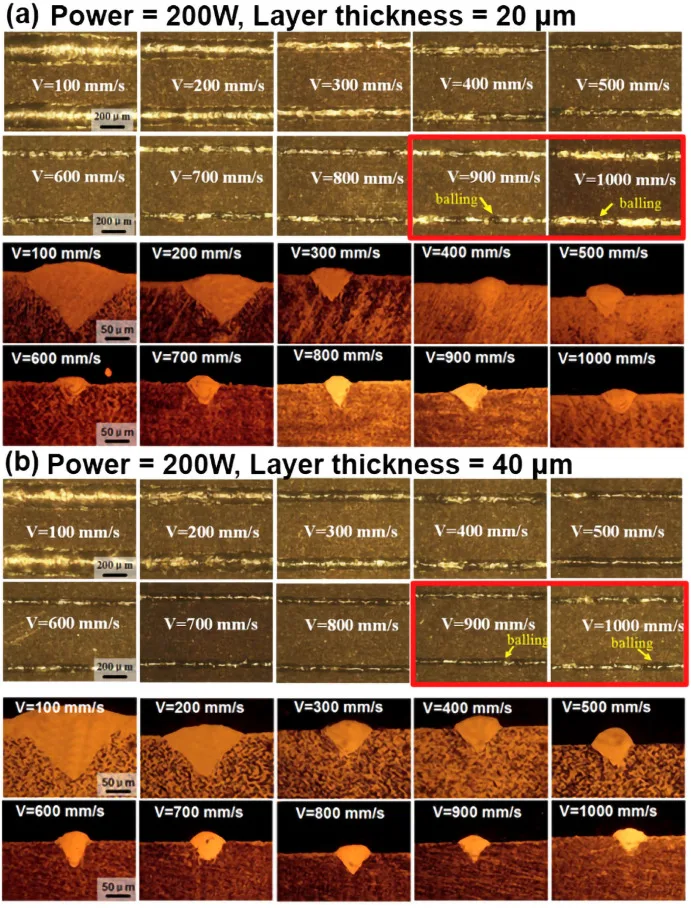
图26.不同工艺参数下LPBF成形Ti - 40Al - 9V - 0.5 Y的表面形貌和几何特征。
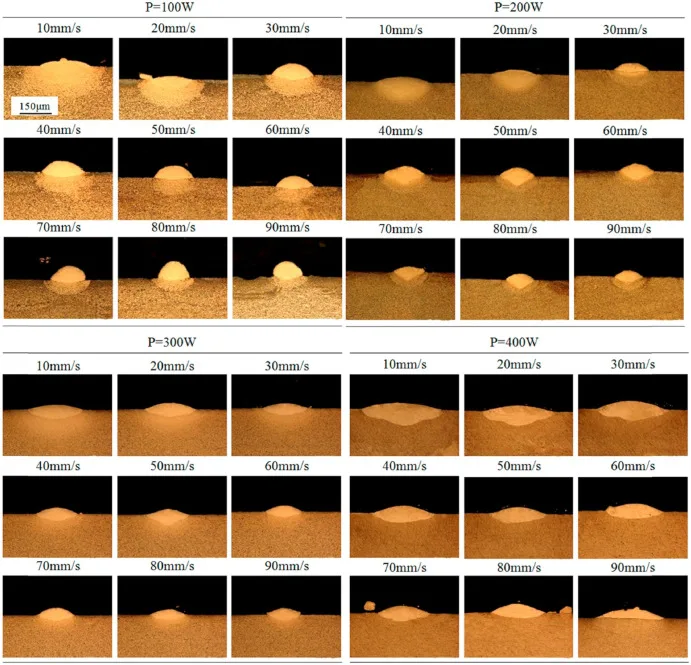
图27 .不同扫描速度和激光功率下Ti - 47Al - 2Cr - 2Nb单道熔池截面。
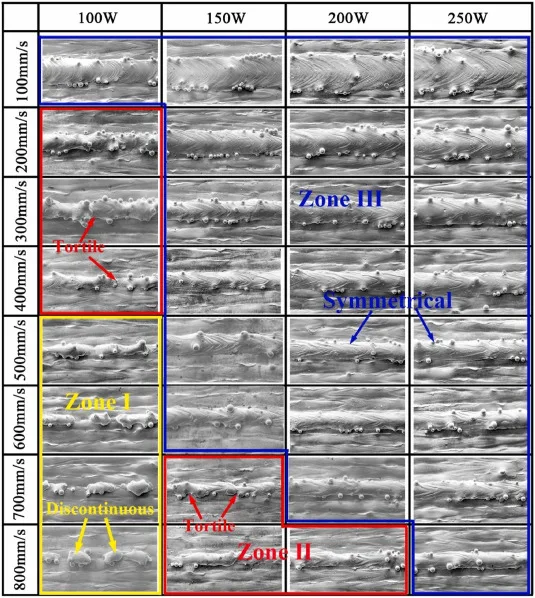
图28. 不同激光功率和速度下LPBF成形Ti - 34.2 Nb - 6.8 Zr - 4.9 Ta - 2.3 Si的表面形貌。
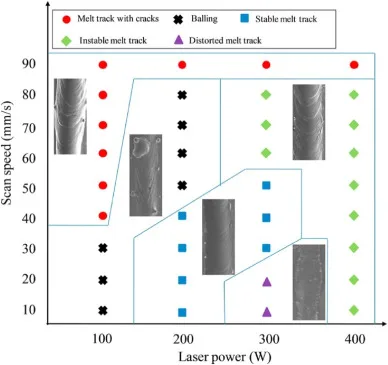
图29. 不同激光功率和扫描速度下的Ti - 47Al - 2Cr - 2Nb单道熔池工艺窗口。
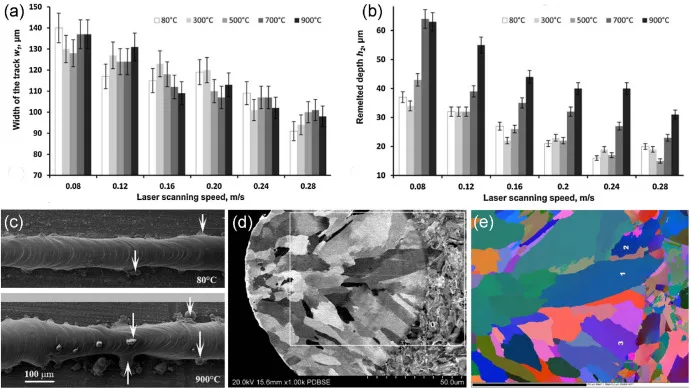
图3 .单道几何特征:(a)道宽和(b)重熔深度,随扫描速度和预热温度的变化而变化;(c)速度为0.12 m / s时,预热温度为80℃和900℃的单道俯视图;(d)扫描速度为0.12 m / s,预热温度为80℃的单道横截面视图的ECCI;(e) (d)中标记区域的EBSD取向图。
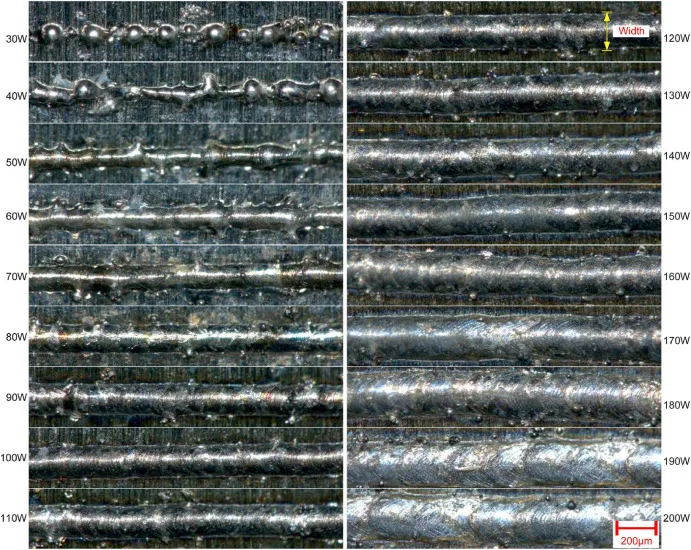
图31 .改变激光功率(30-200 W),在304L不锈钢上产生的单熔道。
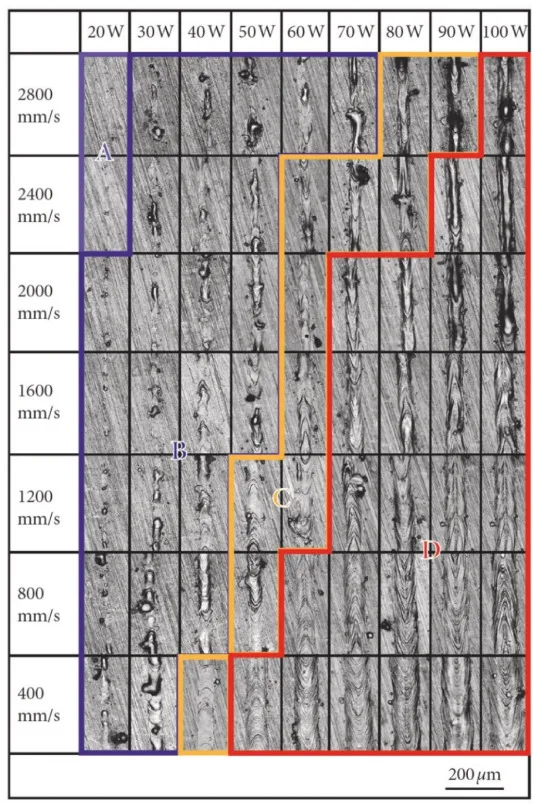
图32 .采用LPBF成形316L不锈钢单道熔道的表面特征随激光功率和扫描速度的变化。
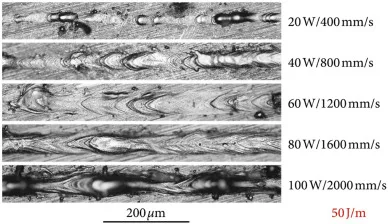
图33 .恒定能量密度下单道熔池表面形貌(50J/m)。
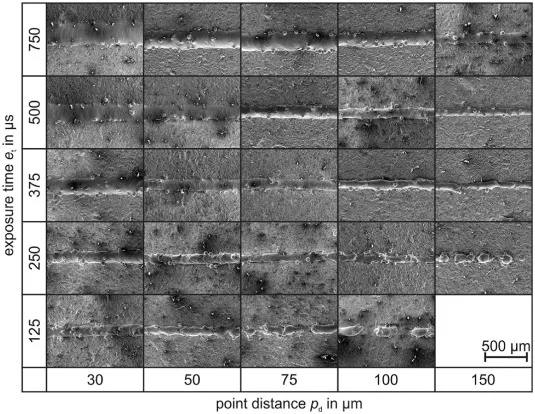
图34 .在恒定功率和激光光斑直径分别为100W和48 μm ( xL=13.3 mm )下的单道(316L)的表面形貌。
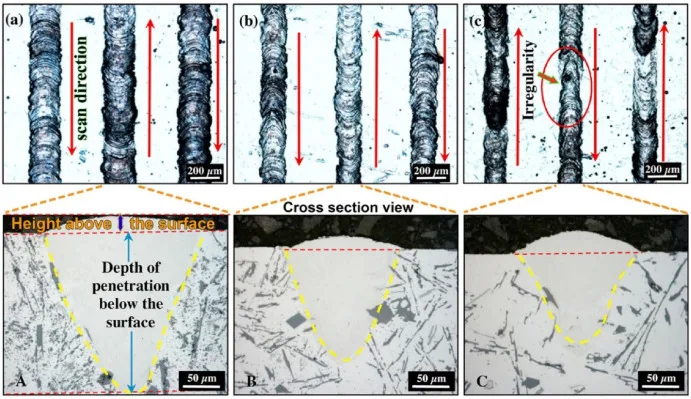
图35.使用不同的扫描速度:(a) 250 mm / s,(b) 500 mm / s和(c) 750 mm / s,40 μm层厚工艺下的LPBF成形Al - Si - 10Mg单道熔池和相应的熔池横截面视图。
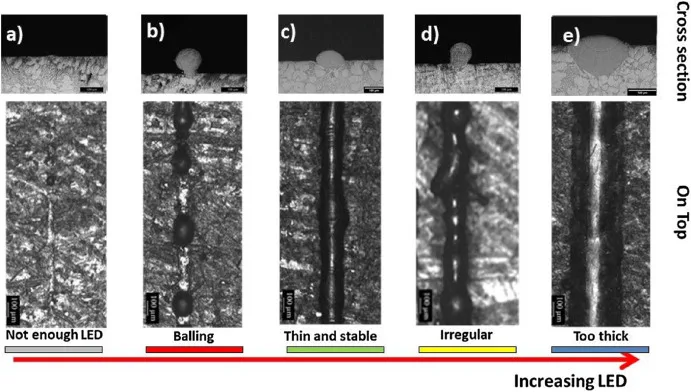
图36 . 5种Al - Si - 10Mg单道扫描形貌。
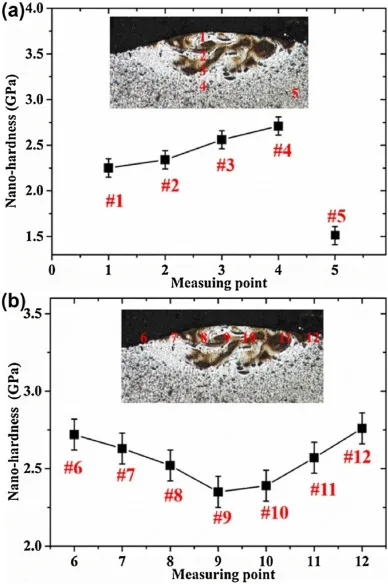
图37 .镁损失对单道熔池沿垂直方向(a)和水平方向(b)纳米硬度的影响。
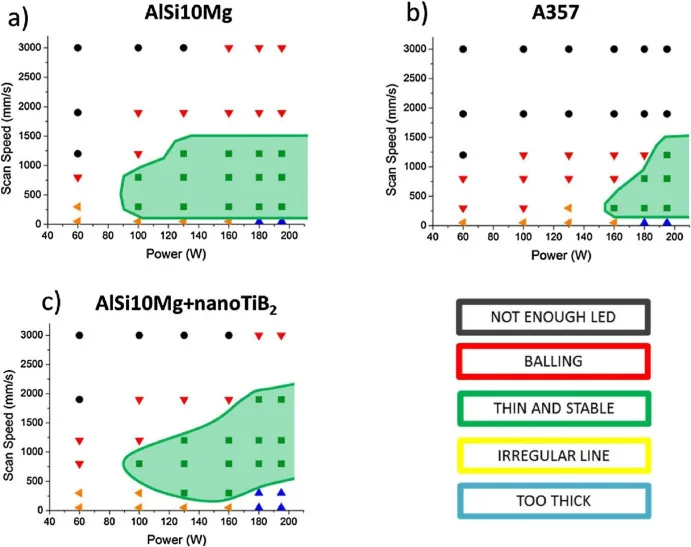
图38 .不同工艺窗口:(a) Al-Si-10Mg,(b) A357,(c) Al-Si-10Mg+纳米TiB2。
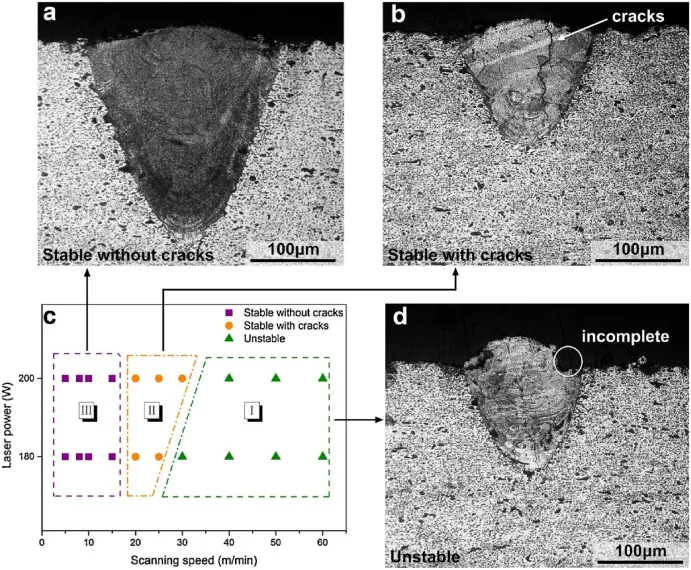
图39. Al - Cu - Mg合金单道熔道截面视图:(a)无裂纹的稳定熔道,(b)有裂纹的稳定熔道,(d)不完全熔化的不稳定熔道,(c) LPBF工艺窗口映射。
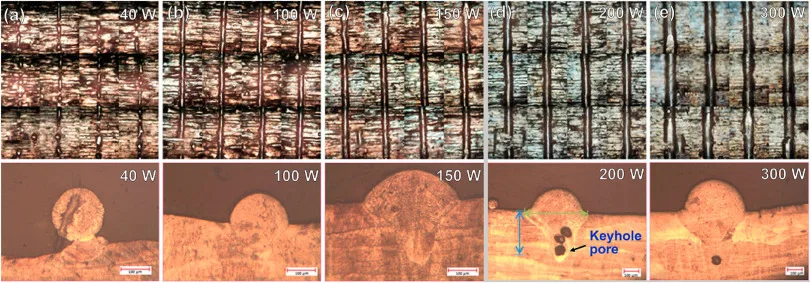
图40 .不同激光功率下LPBF成形Inconel 718单道熔池的表面形貌和截面形貌。
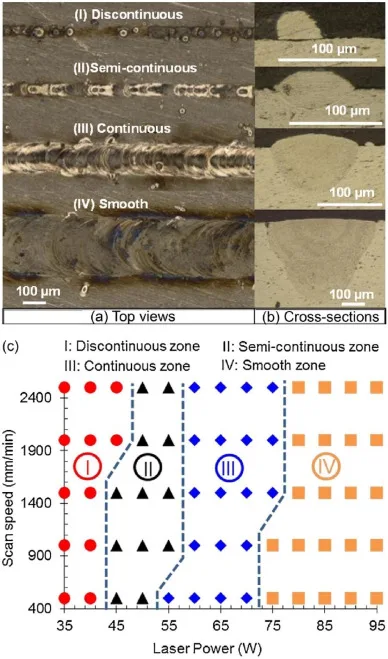
图41 .50 μm恒定层厚下,LPBF成形Inconel 625的(a)顶视图、(b)截面视图和(c)工艺窗口。
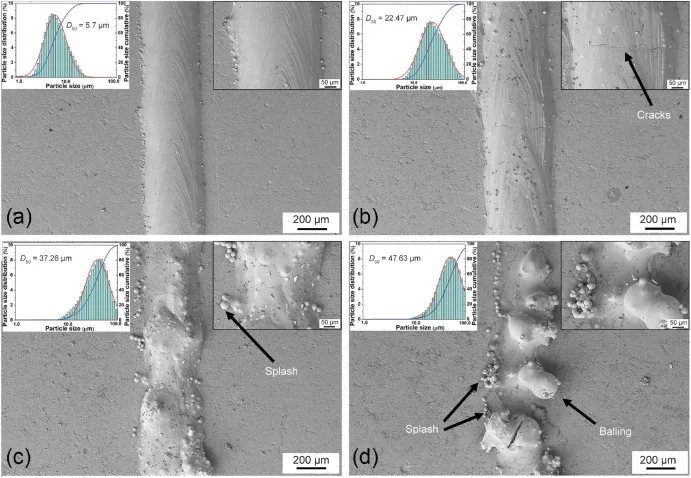
图42 .不同粒径LPBF在不锈钢基底上制备的钨(W)扫描轨迹的形貌。
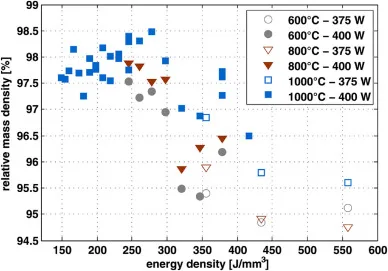
图43 .LPBF成形的钨(W)样品的相对质量密度的变化。
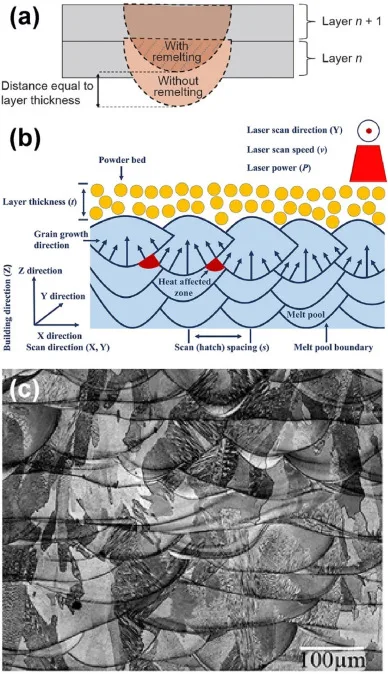
图44. (a)两层熔池示意图;(b)重叠熔道和多熔池边界示意图;(c) LPBF成形SS316L的熔池形状和光学显微图像。
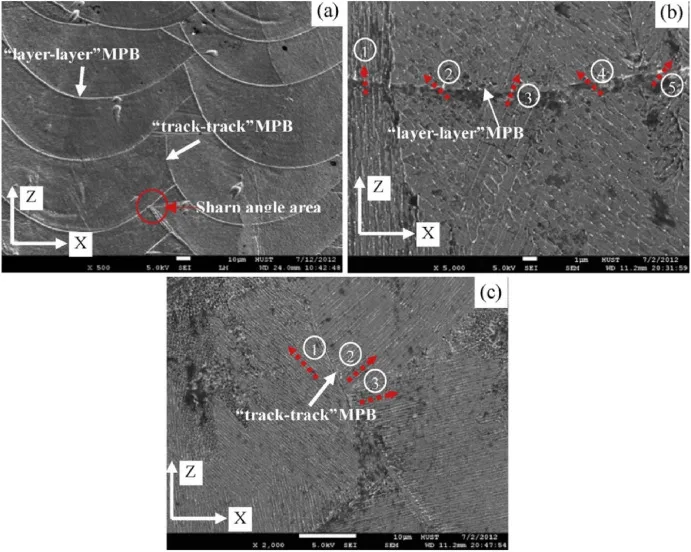
图45. LPBF样品中成形方向(X-Z平面)的SEM图像。
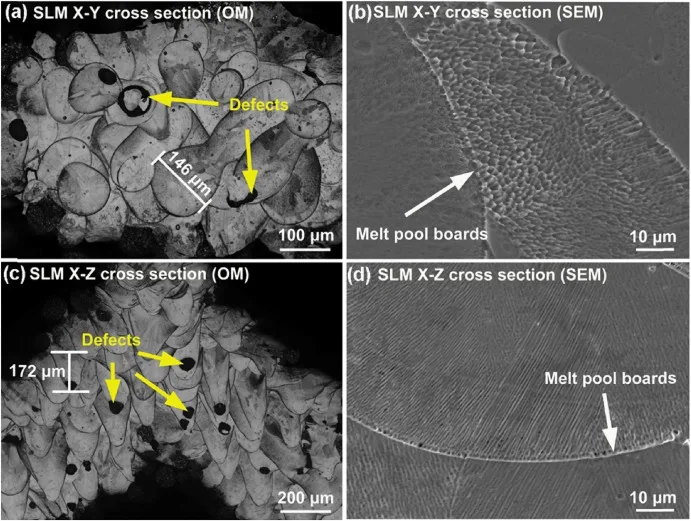
图46 . LPBF成形Ti - 24Nb - 4Zr - 8Sn的OM和SEM图像。
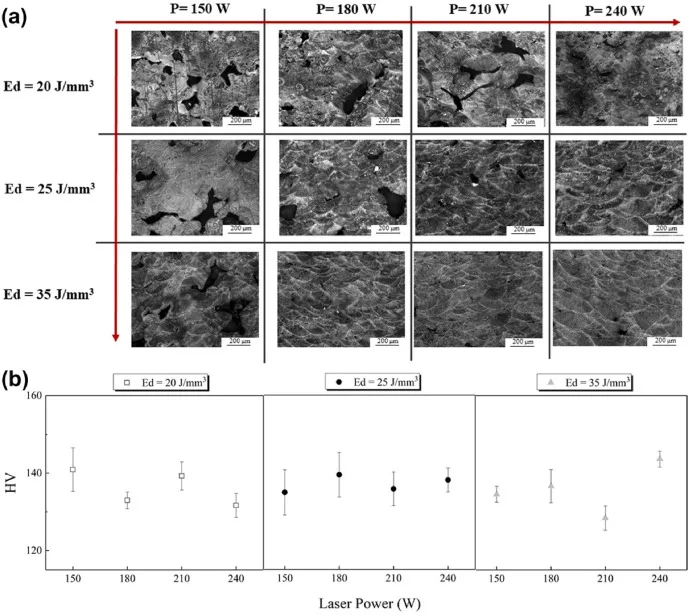
图47 . (a) Al - Si - 10Mg - Cu混合粉末在不同功率和能量密度下的熔池图像;(b)对应的显微硬度结果。
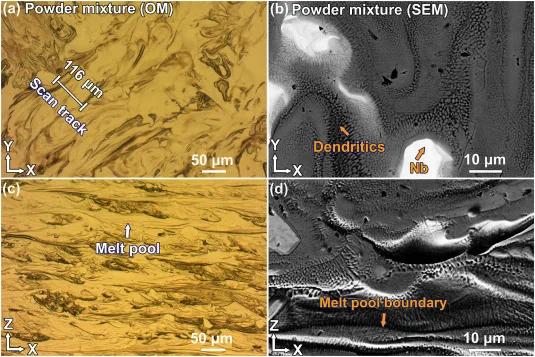
图48. LPBF成形Ti - 35Nb粉末混合物的显微组织:(a)水平方向的光学显微镜(OM)和(b) SEM图片,(c)垂直成形面的OM和(d) SEM图片。
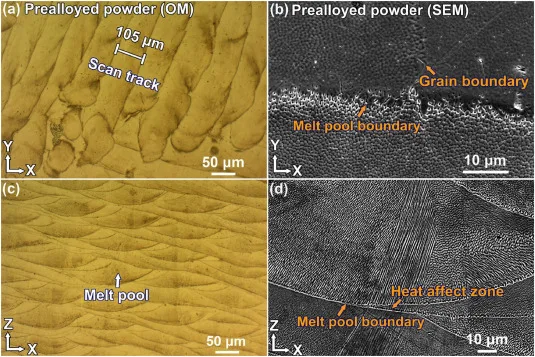
图49.LPBF成形预合金粉末Ti - 35Nb的显微组织:(a)水平方向的光学显微镜(OM)和(b) SEM图片,(c)垂直成形面的OM和(d) SEM图片。
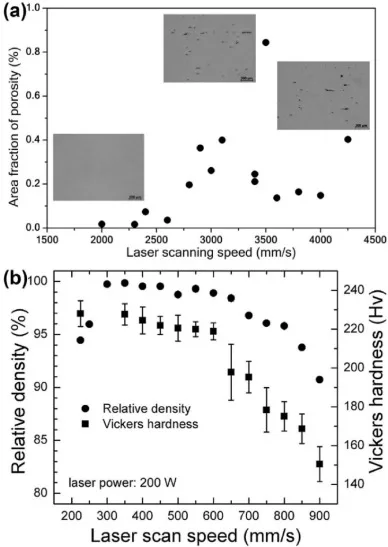
图50 . (a)层厚为20 μm,激光功率为400 W时,Ti - 6Al - 4V材料孔隙率随激光扫描速度的变化而变化;(b) LPBF成形Ti - 24Nb - 4Zr - 8Sn样品的密度和维氏硬度。
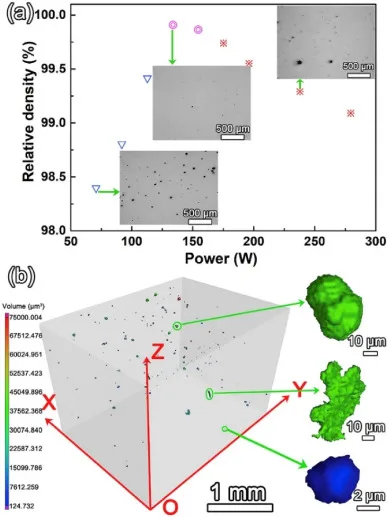
图51.(a)不同激光功率下LPBF成形Ti - 22Al - 25Nb相对密度(孔隙)的变化;(b)激光功率为140 W的样品显微CT扫描结果。
主要结论
(1)本文讨论了熔池形成的两个方面(单道和多道)。单道分析探讨了各个熔道的形状和结构如何受到各种工艺参数的影响。多熔道分析研究了相邻或重叠的熔道如何相互作用并影响流体流动、传热、孔隙形成、残余应力和变形。LPBF 中单道和多道熔池的分析对于了解不同的工艺参数、扫描模式和粉末如何影响粉末熔化行为、熔融液体流动和孔隙形成至关重要。
(2)LPBF仍面临需要克服的重大挑战。例如,获取熔池中温度场、流体流动、相变、凝固行为和热应力的实时信息仍然很困难。因此,优化工艺参数以实现无缺陷的多熔道并控制孔隙形成,同时最大限度地减少残余应力和变形至关重要。此外,迫切需要探索可以通过 LPBF 高质量和高性能成形的新材料和合金。
(3)准确获得现场测量的熔池参数(例如温度、激光吸收率、传热和熔融液体的汽化)是一项重大挑战。为了实现 LPBF 过程的完全预测模拟,必须将单熔池和多熔池模型与其他加工模型(例如用于模拟微观结构演变、残余应力和缺陷形成(孔隙和变形)的模型)相连接。新材料和设计结构增加了 LPBF 工艺的复杂性,未来面临的一个重大挑战是从头到尾模拟整个工艺链,这些模型可以建立一种关系,将粉末特性、制造参数、微观结构特性和材料特性按照粉末-工艺-微观结构-特性的顺序联系起来,有助于最大限度地减少反复试验的循环,并更有效地评估整个过程中变化的影响。
作者简介

朱瑞,上海电力大学数理学院教授,研究生导师。毕业于上海交通大学,获上海市人才发展基金资助,2014年入选“中澳青年科学家交流计划”赴澳大利亚访学。现任数理学院常务副院长,中国振动工程学会转子专委会委员,上海动力学与控制专委会委员,上海市优秀青年女教师联谊会副秘书长;国家自然科学基金等项目通讯评审人。主持国家自然科学基金(面上、青年)2项、省部级纵向项目、企业委托横向课题等20多项,作为骨干参与了973项目、国家自然科学基金重点项目。近年来,发表论文60余篇,其中SCI/EI收录40余篇;申请专利30余项,已授权17项。获得2020年度中国振动工程学会技术发明二等奖(主持),2016年上海市技术发明三等奖(2/7),2015年中国机械工业科学技术三等奖(2/7)。获得2023年国家教学成果二等奖(3/13),2022年上海市教学成果特等奖(4/10),2013年上海市教学成果一等奖2项,2009年上海市教学成果二等奖1项,2014年上海市讲课比赛二等奖,获得上海市优秀青年女教师成才资助金。积极指导学生开展活动,获得国家级、省部级奖项五十余项,其中获得国家级特等奖1项,一等奖1项。
个人资料来源:https://slxy.shiep.edu.cn/59/8e/c3280a219534/page.htm

刘玉敬,湖湘学者,长沙理工大学材料科学与工程学院硕士生导师。2009年7月毕业于哈尔滨理工大学机械动力工程学院,获学士学位。2017年3月毕业于埃迪斯科文大学机械学院,获博士学位。随后在西澳大利亚大学进行博士后研究(2017/07-2020/04)。2020年8月入职长沙理工大学材料科学与工程学院,湖湘学者“拔尖一类”特聘教授。在国际知名专业期刊发表SCI论文60多篇,期刊包括Nature,Materials Science & Engineering R: Reports, Advaced Materials,Acta Materialia,Scripta, Composites Part B: Engineering等,其中第一作者\通讯发表中科院一区SCI论文25篇,一作/通讯ESI高被引论文6篇,谷歌学术引用5000余次,H-index 38,主持1项国家自然科学青年基金项目,1项湖南省自然科学青年基金项目,2022年入选斯坦福大学“全球前2%顶尖科学家榜单”。
个人资料来源:https://www.csust.edu.cn/clgcxy/info/1033/3185.htm

张来昌,澳大利亚伊迪斯科文大学工程学院机械工程项目负责人兼先进材料与制造中心主任。博士毕业于中国科学院金属研究所,材料科学领域的高被引学者,在《Science》、《Progress in Materials Science》、《Materials Science and Engineering R: Reports》等高质量期刊上发表了多篇论文。在金属材料(3D打印、金属生物材料、轻质合金及结构、高强度合金与复合材料)领域具有领先的研究能力,擅长材料的加工、微观结构和性能(力学性能、疲劳、腐蚀)研究。