北京科技大学《Virtual and Physical Prototyping》:多尺度仿真指导LPBF成形镍基高温合金!
导读
激光粉末床熔融 (LPBF) 在工程领域对高温合金的广泛适用性已成为备受关注和关注的话题。LPBF过程中熔池内复杂的反应动力学、高温度梯度和快速冷却速率会导致显著的微观结构缺陷,而成形缺陷可能会严重影响材料在使用过程中的耐久性和使用寿命。
激光粉末床熔融 (LPBF) 在工程领域对高温合金的广泛适用性已成为备受关注和关注的话题。LPBF过程中熔池内复杂的反应动力学、高温度梯度和快速冷却速率会导致显著的微观结构缺陷,而成形缺陷可能会严重影响材料在使用过程中的耐久性和使用寿命。因此,近年来通过LPBF成形镍基高温合金的工艺和后处理取得了重大进展。
尽管如此,通过 LPBF 实现无缺陷和高质量的部件仍然是一项挑战。此外,特定的后处理技术(如热等静压)经常导致加工时间延长和最终产品成本增加,且对较大尺寸的成形部件进行热处理是不可行的。仅依赖热处理不是一个可行的方法,需要对缺陷进行全面评估,以监测关键区域。同时,缺陷损伤行为的研究可作为工艺优化的指导原则。
激光能量密度是影响LPBF成形质量的关键工艺参数,其影响主要体现在熔池温度和尺寸的变化、元素蒸发的潜在损失、熔体流动性、粘度、凝固速率和晶粒尺寸。此外,它还会引发凝固金属的循环热处理,导致基体中潜在的相沉淀和内应力。先前的研究已明确表明,激光能量密度对LPBF部件的微观结构、冶金条件和性能有深远的影响。因此,全面了解加工参数如何影响物理熔化过程和微观结构缺陷,可以更全面地了解微观结构缺陷与制造过程之间的内在关系。
北京科技大学董超芳教授团队利用FLOW-3D多物理场模拟来模拟熔池内的动态过程,通过参数索引量化了激光能量密度对微观结构缺陷演变的影响。同时制定了以热场分析和晶体塑性为基础的工艺优化指南,为生产高质量的LPBF成形部件提供了指导。
文章链接:

主要附图
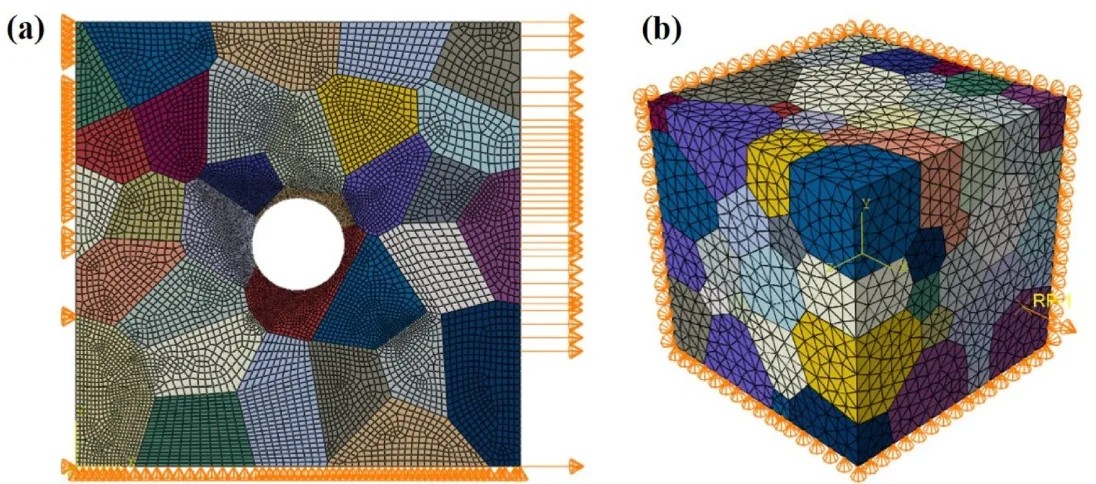
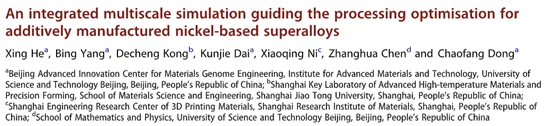
图 1. 用于晶体塑性有限元模拟的LPBF Hastelloy X合金的模型和边界条件:(a)二维模型;(b)三维模型。
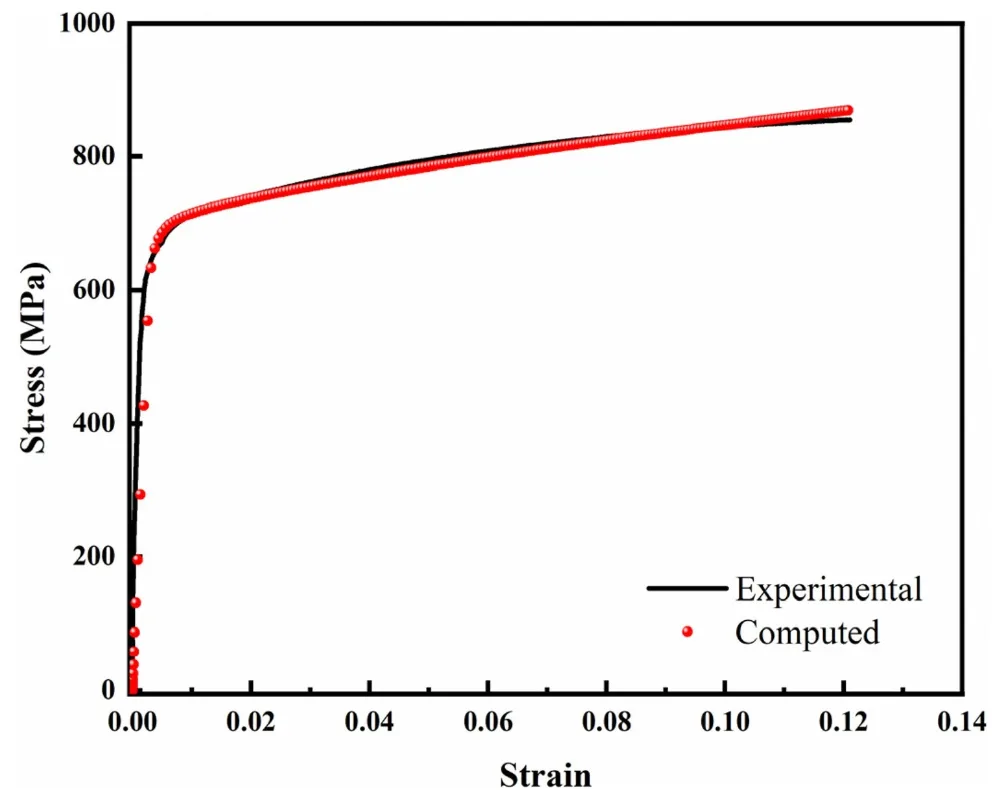
图2. 应力-应变曲线的计算结果与实验结果的比较。
图3. 位于粉末床底部的LPBF Hastelloy X的模拟温度分布和单层多道等温图,用于各种激光能量密度。(a)粉末床底部的单点温度分布,与(b)31J/mm^3的激光能量密度相对应的等温图,(c)43 J/mm^3,(d) 53 J/mm^3,(e)67 J/mm^3和(f)91 J/mm^3.
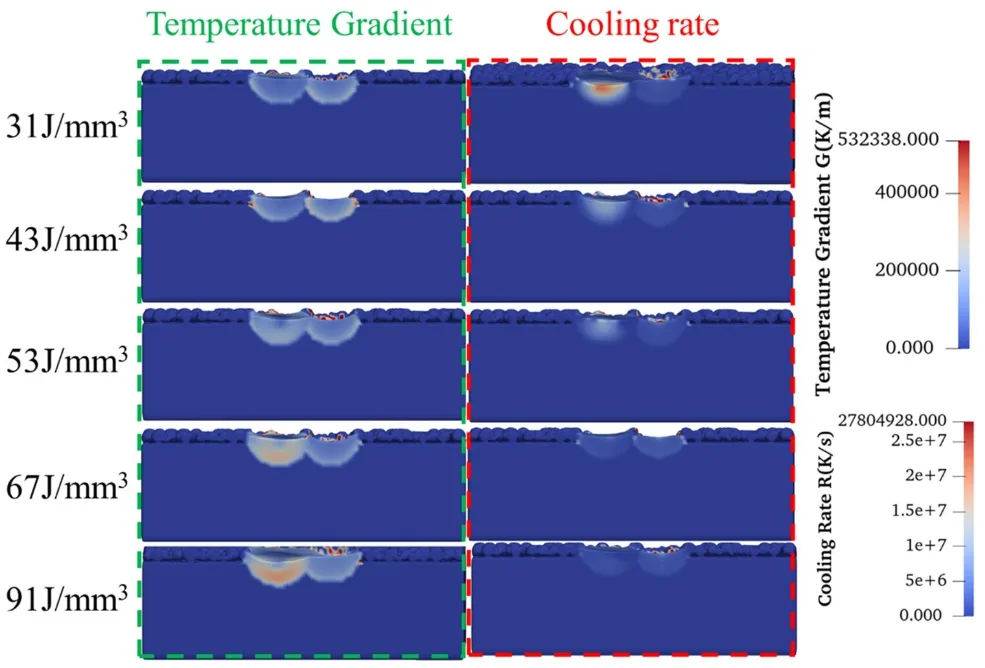
图4. 仿真结果阐明了LPBF Hastelloy X熔池在不同激光能量密度下观察到的温度梯度和冷却速率。
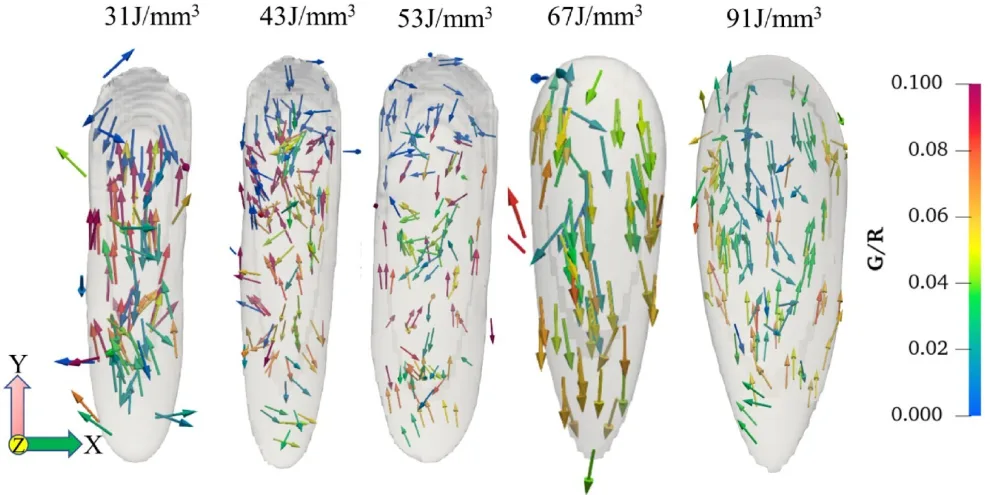
图5. 仿真结果说明了LPBF Hastelloy X单道熔体区域内的G/R矢量分布。
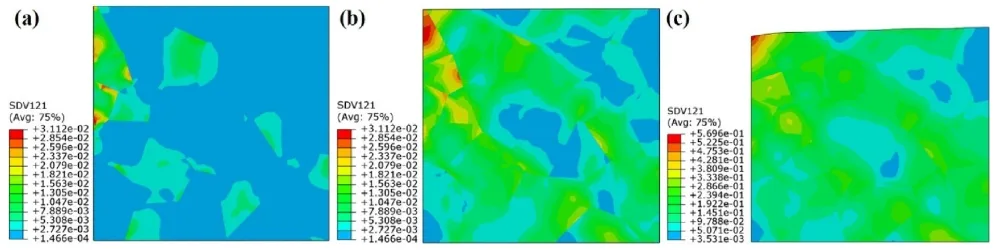
图6. 加载过程中无缺陷模型累积塑性应变的演变:(a)0.5%,(b)3.4%,(c)6%。
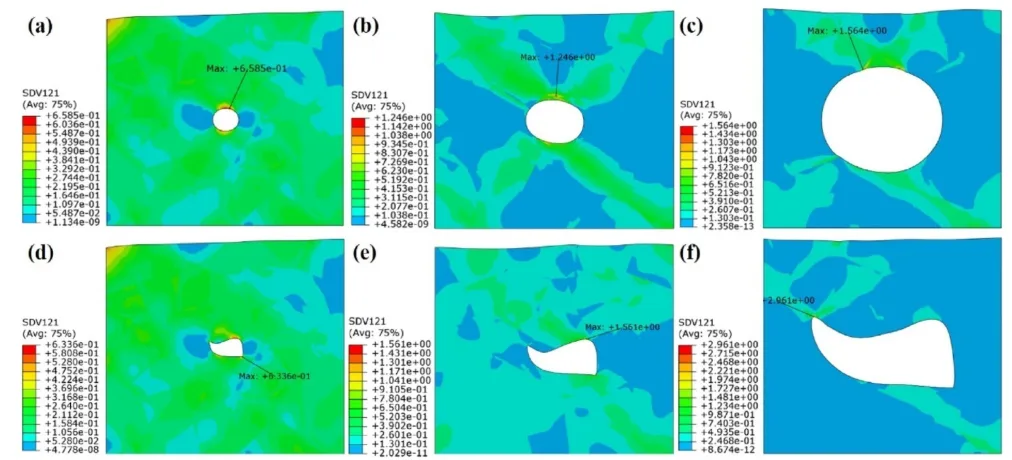
图7. 6%应变下不同缺陷尺寸和缺陷类型的累积塑性应变分布。(a,d) 孔当量直径<40 μm;(b,e) 孔当量直径接近40 μm;(c,f)孔当量直径>40μm。
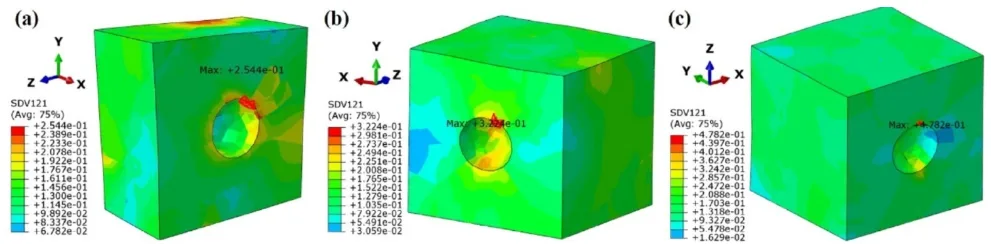
图8. 不同的缺陷位置对应于6%应变状态下的累积塑性应变分布:(a)模型内部;(b) XY平面上;(c)XZ平面上。
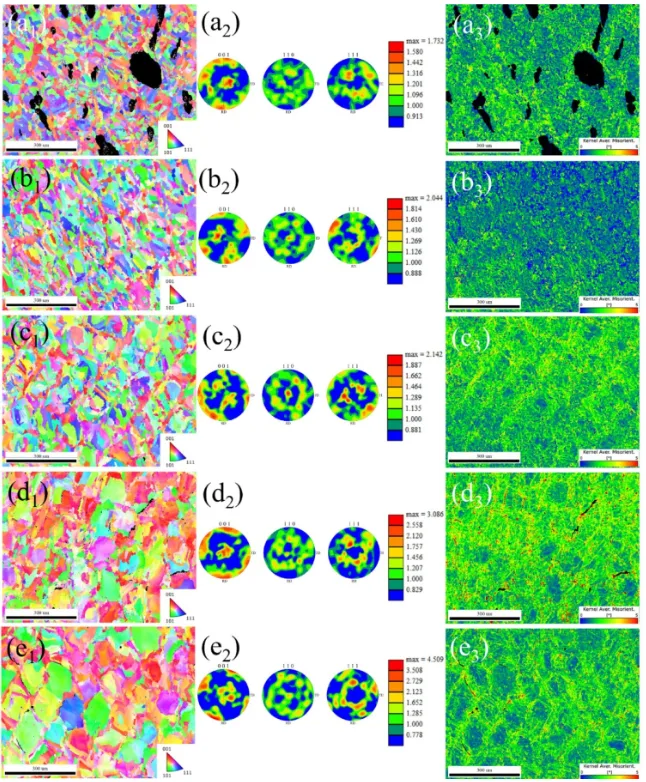
图 9. 不同激光能量密度下垂直于打印方向平面的反极图、极图和KAM图:(a)31J/mm^3, (b)43J/mm^3, (c) 53J/mm^3, (d) 67J/mm^3, (e) 91J/mm^3。
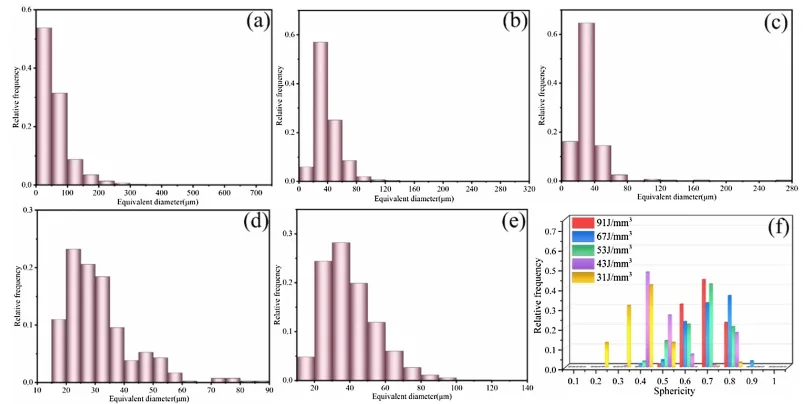
图 10. 不同激光能量密度下成形的样品中具有特定等效直径和球形度的孔隙缺陷的相对频率:(a)31 J/mm^3,(b)43 J/mm^3,(c)53 J/mm^3,(d)67 J/mm^3, (e) 91 J/mm^3,(f)球形系数的分布。
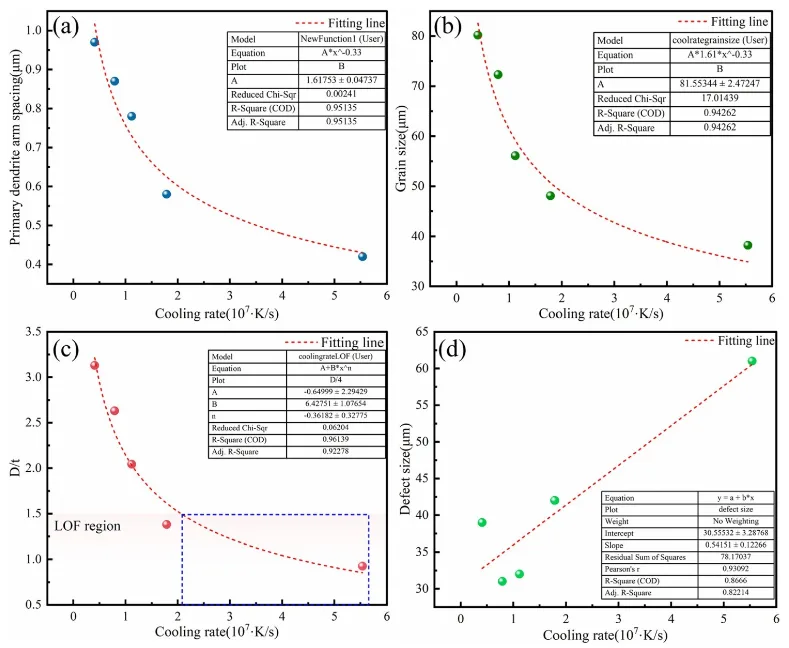
图 11. 冷却速率与初级枝晶臂间距 (a)晶粒尺寸 (b)D/t (c)和 (d)缺陷尺寸的关系。
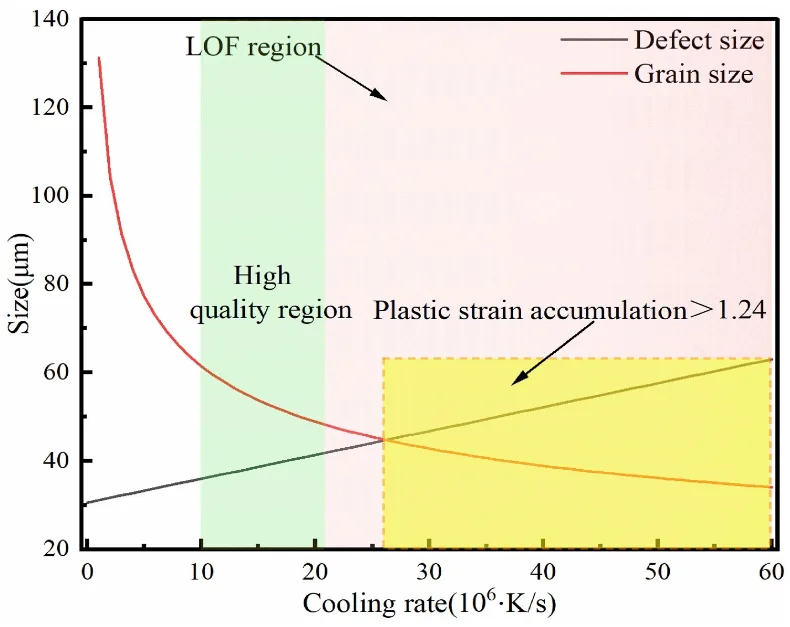
图 12. LPBF Hastelloy X工艺优化的窗口间隔。
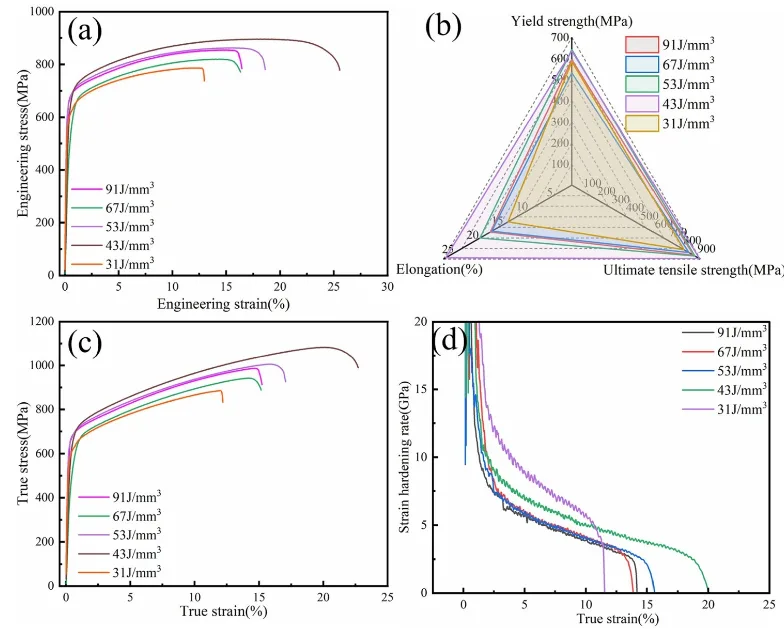
图 13. LPBF Hastelloy X合金在不同激光能量密度下的力学性能:(a)工程应力-应变曲线,(b)力学性能统计,(c)真实应力-应变曲线,(d)相应的应变硬化率曲线。
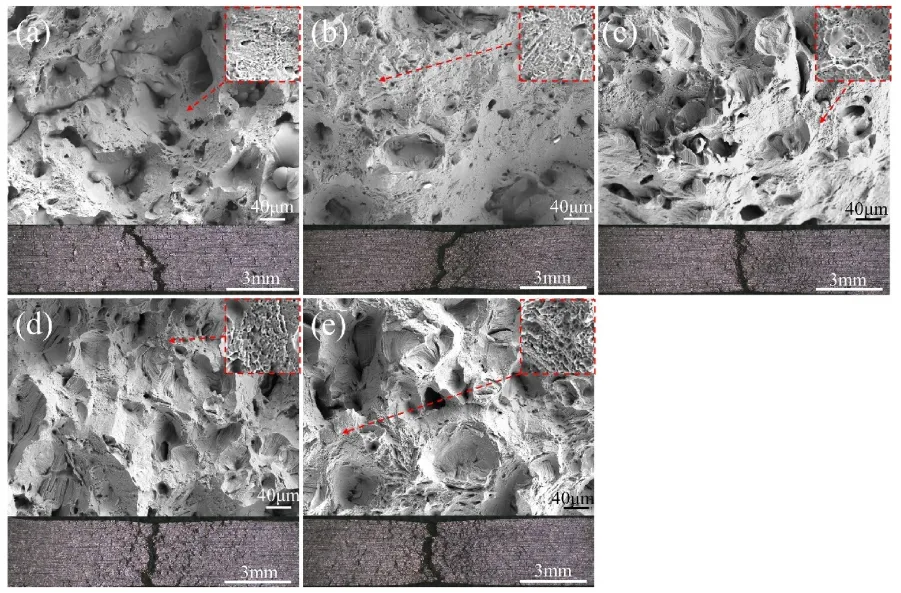
图 14. 不同激光能量密度下LPBF Hastelloy X的正面和侧面断裂形态:(a)31 J/mm^3, (b) 43 J/mm^3, (c) 53 J/mm^3, (d) 67 J/mm^3和 (e) 91 J/mm^3。
主要结论
(1)随着激光能量密度值的增加,温度分布范围更广。熔池内的温差随激光能量密度的增加而增大,而冷却速度降低。在熔池尾部,形状导致温度分布不均匀,导致晶粒取向不规则,材料织构减少。
(2)在成形缺陷附近观察到剪切诱导塑性应变积累,尤其是在较大的缺陷附近。当不规则缺陷(例如未熔合)的尺寸与平均晶粒尺寸相似或更大时,对应变局部化的影响更大。与内部缺陷相比,表面缺陷对局部塑性应变积累的影响更为明显。
(3)在晶体塑性与计算流体力学模拟的指导下,最佳成形范围为43至53 J/mm^3。在此区间内,材料最大强度为895 MPa,伸长率为25%。泰勒硬化和晶界强化的有利贡献显而易见。
作者简介

董超芳,1976年生,教授,博士生导师,国家优秀青年基金获得者,国家重点研发计划项目首席科学家,国家材料环境腐蚀平台副主任,教育部腐蚀与防护重点实验室副主任。1998年6月毕业于北京科技大学获学士学位,2003年7月在北京科技大学材料学院获工学博士学位,并留校任教至今。2002年3月至2003年3月香港理工大学任研究助理,2008年1至4月加拿大卡尔加里大学访问学者,2013年9月至2014年10月美国加州大学伯克利分校访问学者。2009年入选北京市科技新星计划,2011年入选教育部新世纪优秀人才计划,2012年获教育部霍英东青年教师奖(教学类),2012年获国家优秀青年科学基金资助,2020年入选山东省泰山产业领军人才计划。承担了包括1项国家重点研发计划项目和6项国家自然科学基金在内的30多项科技任务,发表SCI论文200余篇,合作编写出版专著4部,获授权专利20余项,获国家科技进步二等奖1项,省部级科技进步奖8项。
个人资料来源: